كيفية اختيار آلة بثق الألومنيوم
Dec 06, 2024
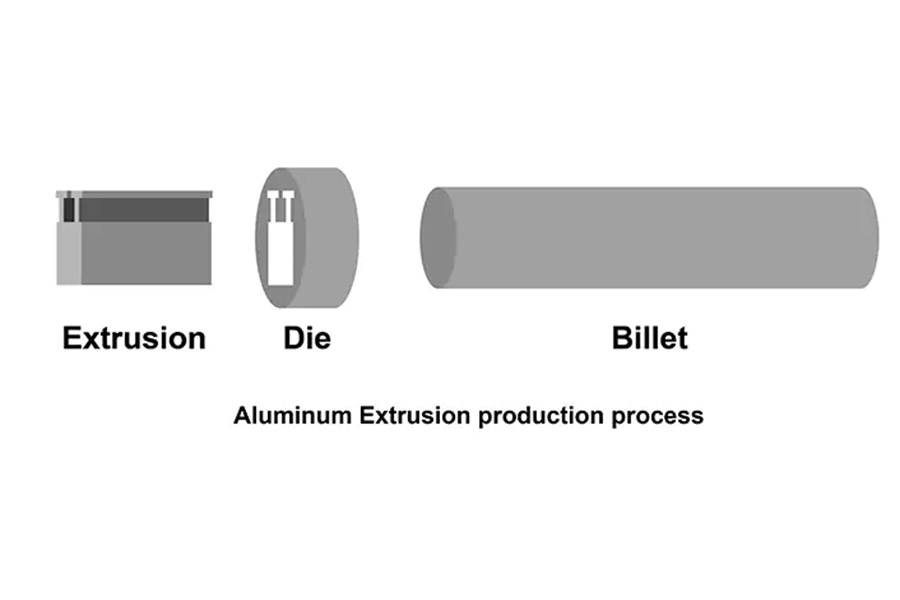
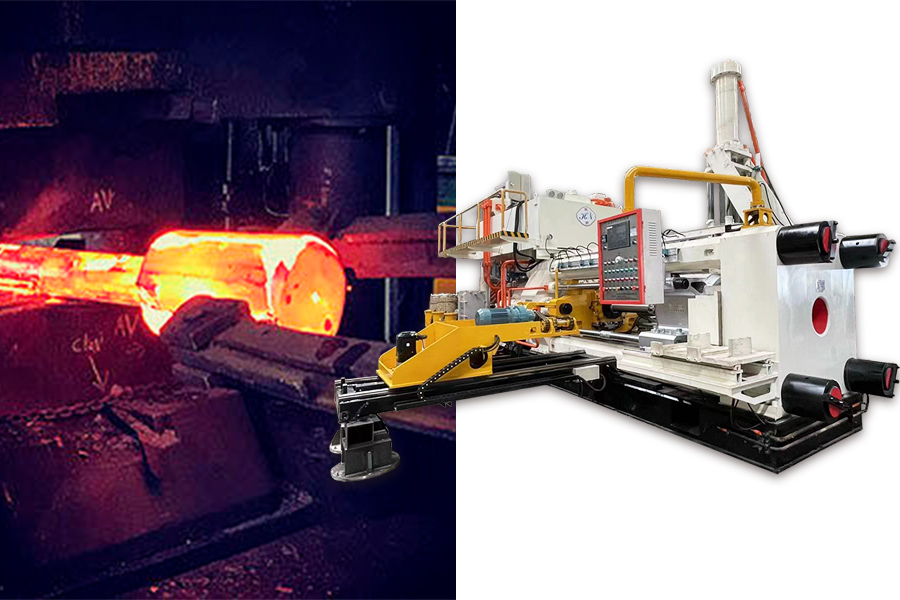
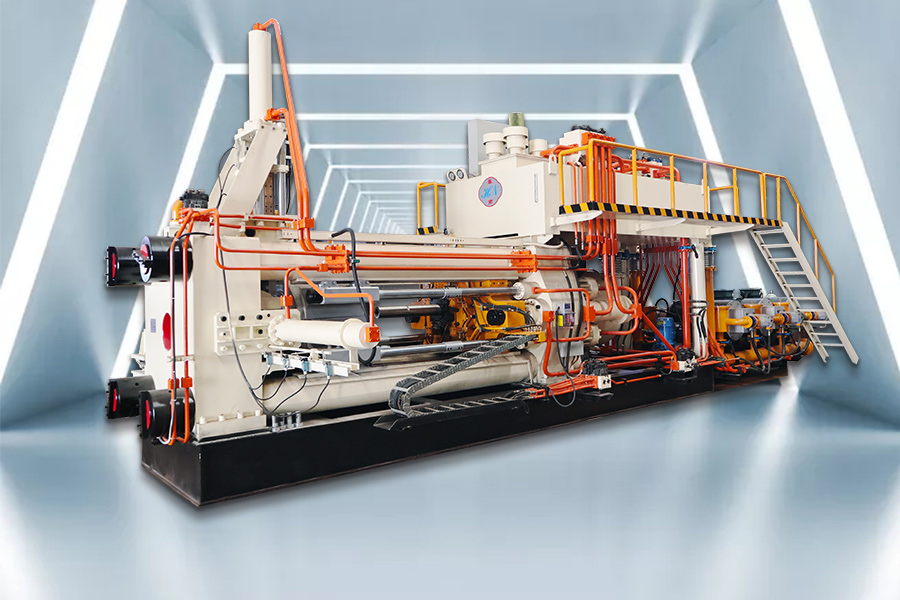
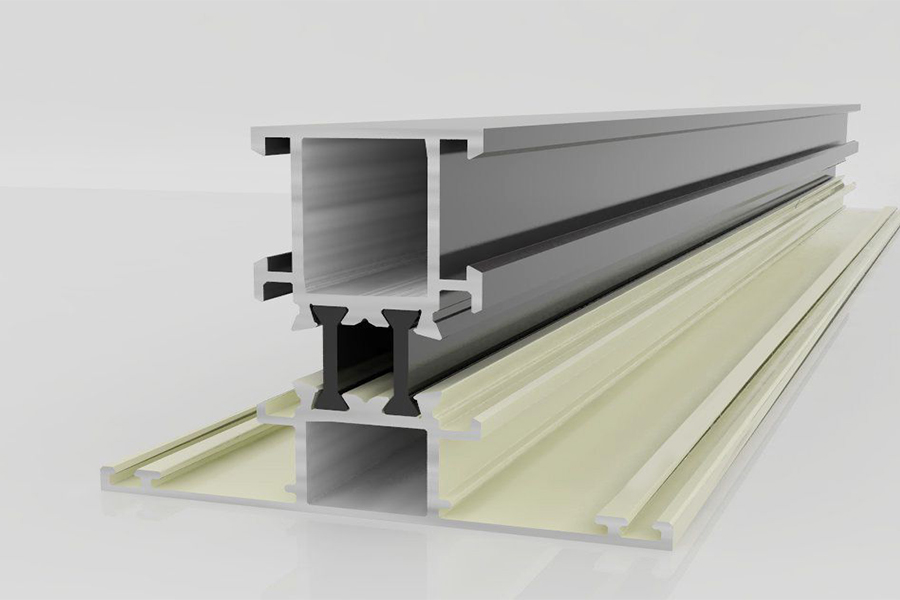
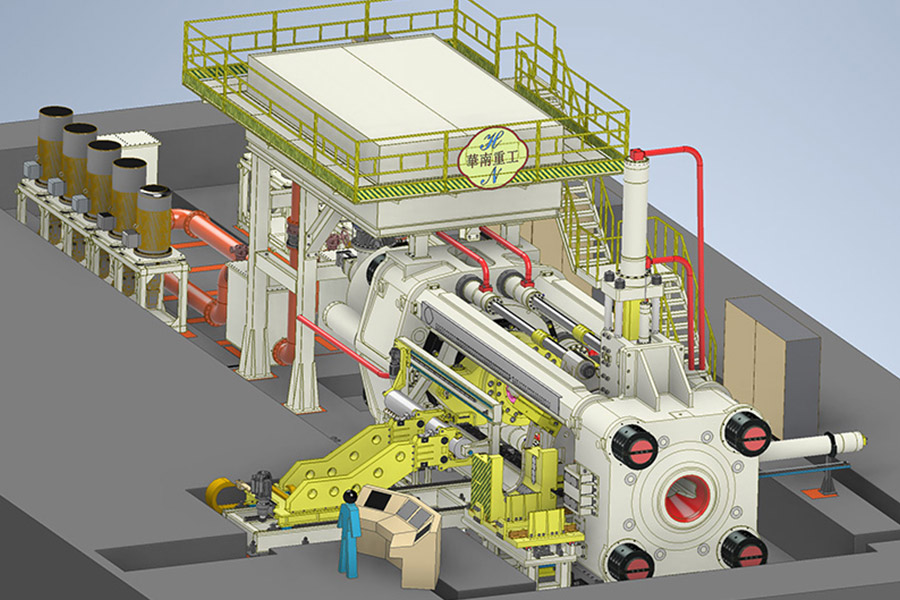
مع تزايد اعتماد مقاطع الألمنيوم في مختلف الصناعات، يستمر تعقيد المقاطع العرضية والأبعاد في النمو. ماكينة ضغط الألمنيوم، باعتبارها المعدات الرئيسية في تصنيع منتجات الألومنيوم، تؤثر بشكل كبير على جودة السطح ودقة الأبعاد لمقاطع الألمنيوم. يمكن لمكبس البثق عالي الجودة أن يحقق فوائد اقتصادية كبيرة للمؤسسات. مع اتجاه الصناعة نحو المطابع الآلية واسعة النطاق، أصبح اختيار المعدات المناسبة تحديًا كبيرًا للمصنعين. فيما يلي بعض الإرشادات العملية للمساعدة في اختيار مكبس البثق الأكثر ملاءمة، وذلك باستخدام شركة Huanan Heavy Industry Technology Co., Ltd. كمثال.1. اختر بناءً على نوع الجهازيمكن تصنيف مكابس البثق حسب هيكلها وطريقة النقل والغرض الوظيفي. تشمل الأنواع الشائعة مكابس البثق الهيدروليكية، والزيتية الهيدروليكية، والرأسية، والأفقية، والأمامية، والخلفية. عند اختيار النوع المناسب، ضع في اعتبارك سبائك الألومنيوم المحددة والتطبيق المقصود منها. على سبيل المثال، تعتبر المكبس الأفقي الأمامي أحادي الحركة مثاليًا لبثق مقاطع الألومنيوم الصناعية 6063-T5، في حين أن المكبس الأفقي الأمامي مزدوج الفعل يناسب أنابيب السبائك الناعمة. يجب على الشركات الاختيار بناءً على احتياجات الإنتاج والميزانية الخاصة بها. في الإنتاج الصناعي، آلة ضغط البثق الهيدروليكي الأفقي أحادي الحركة هي الأكثر استخدامًا على نطاق واسع.2. اختر بناءً على سعة البثقبعد اتخاذ القرار بشأن النوع، فإن الخطوة التالية هي تحديد قدرة البثق للمكبس. يتم تصنيف مكابس البثق على أنها ثقيلة أو كبيرة أو متوسطة أو صغيرة بناءً على قدرتها على القوة. على سبيل المثال، تعتبر المكبس الهيدروليكي 7500 طن للخدمة الشاقة، والمكبس 4000 طن كبير، والمكبس 2500 طن متوسط، والمكابس أقل من 1000 طن صغيرة. يتم حساب قدرة البثق المطلوبة بناءً على ظروف الإنتاج والقدرات التقنية ومتطلبات السوق. يجب مراعاة المعلمات مثل ساعات الإنتاج السنوية والإنتاج بالساعة.إن حجم وتعقيد المقطع العرضي للملف، بالإضافة إلى تركيبة السبائك، تحدد قوة البثق المطلوبة. على سبيل المثال، تتطلب مقاطع الألمنيوم القياسية عادةً 250-400 ميجا باسكال، وتحتاج المقاطع المجوفة إلى 450-1000 ميجا باسكال، بينما يتطلب الألومنيوم النقي قوة أقل تبلغ 150-250 ميجا باسكال. بالإضافة إلى ذلك، تؤثر طريقة البثق على القوة المطلوبة، حيث يتطلب البثق الأمامي عمومًا قوة أكبر بنسبة 1/3 من البثق الخلفي.3. اختر بناءً على درجة المعداتبمجرد تحديد النوع والقدرة، فإن الخطوة التالية هي اختيار الدرجة المناسبة من مكبس البثق. يجب أن يتوافق هذا الاختيار مع موضع منتج الشركة المصنعة وميزانيتها. بالنسبة لمقاطع الألمنيوم متوسطة المدى، تعد مكابس البثق المحلية خيارًا فعالاً من حيث التكلفة. ومع ذلك، بالنسبة للمنتجات المتطورة، قد يكون الاستثمار في المعدات المستوردة ضروريًا.وبغض النظر عن الدرجة، يجب أن يكون القرار عمليًا وسليمًا اقتصاديًا. على سبيل المثال، إذا كان إنتاجك يركز على الملفات متوسطة المدى، فلا داعي لاختيار المطابع المستوردة عالية التكلفة من ألمانيا. لا يقتصر الأمر على أن الاستثمار الأولي أعلى بكثير فحسب، بل تزداد أيضًا تكاليف الصيانة والتشغيل، مما قد يؤثر على جداول الإنتاج. من الضروري تقييم جميع الجوانب بشكل شامل واختيار معدات بثق الألومنيوم التي تناسب احتياجاتك التشغيلية وقدراتك المالية.ومن خلال اتباع هذه المبادئ، يمكن لمصنعي مقاطع الألمنيوم اتخاذ قرارات مستنيرة، مما يضمن الكفاءة والجودة مع تحسين التكاليف.










 الشبكة المدعومة
الشبكة المدعومة
 عربي
عربي English
English فارسی
فارسی Español
Español Türk
Türk
